滾花刀具花紋的多樣性
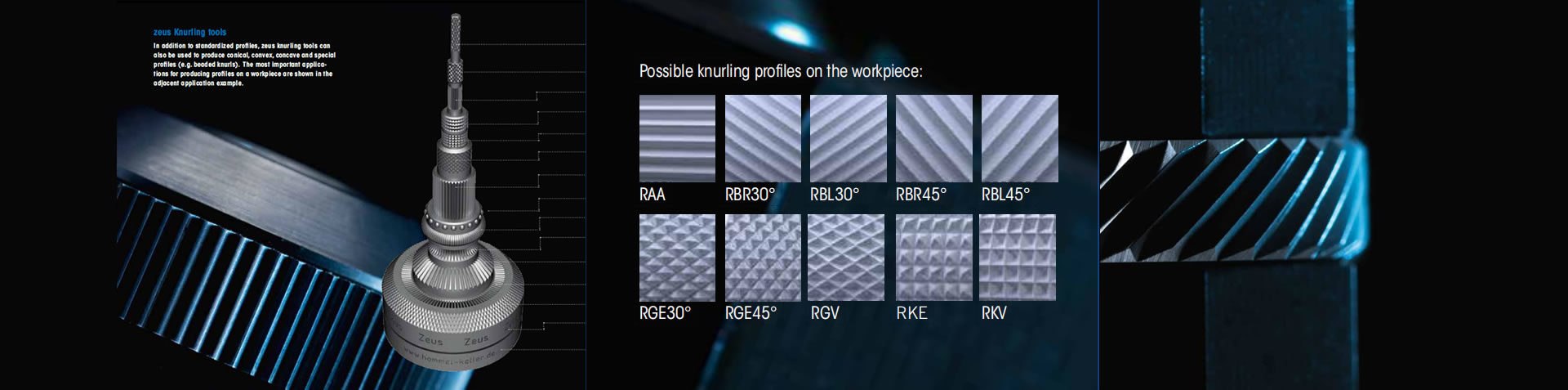
滾花刀具花紋不僅種類繁多,還包括直紋、斜紋和網紋三大類別。其中,網紋又可分為菱形和方形,即30°和45°兩種不同的角度。在我國的國家標準GB6403.3-86中,滾花花紋的模數是一個關鍵參數,它決定了花紋的尺寸和形狀。這些模數包括0.2、0.3、0.4和0.5,對應的P值(即花紋齒數距離,單位為mm)分別為0.628、0.942、1.257和0.571。
此外,滾花花紋還有公制和英制之分,其中公制的P值以每0.1為一個規格,而英制則以每寸牙數來計算,提供0.3、0.4、0.5等,并且還有0.6、0.7、0.8、1.0、1.2、1.4和1.6等更多選擇。
滾花輪的規格與選擇
▲ 國產滾花輪規格
國產滾花輪的直徑系列包括Φ15、Φ20、Φ25、Φ30等,而寬度則有6、8、10、12、15、20等系列可選。至于花紋,則提供了直紋和斜紋兩種選擇,而網紋則是由兩個相對的斜紋滾花輪組合而成。
▲ 進口滾花輪規格
進口滾花輪,特別是來自德國的產品,同樣擁有眾多規格。直徑規格包括Φ10、Φ15、Φ20、Φ25等,寬度規格則有4、6、8、10、15、20等可選。在花紋方面,同樣提供了直紋、斜紋和網紋等多種選擇。此外,根據P值的不同,從0.3到1.6,也提供了許多不同的規格。值得注意的是,國外還提供了專門的網紋花輪,允許在零件花紋寬度范圍內直接使用單個花輪進行壓花操作。如果零件網紋超出花輪寬度,則需采用上下兩個斜紋輪進行走花壓制。
滾花刀的類型
滾花刀可以直接購買,或者選擇購買滾花輪后自行制作。常見的滾花刀類型包括單輪式、復輪式和六輪式。單輪式滾花刀在一個刀柄上僅裝有一個花輪;復輪式則是在一個刀柄上上下裝有兩個花輪,通常這兩輪為一對,花紋相反;而六輪式滾花刀擁有三組復式輪,可輕松轉換不同的花紋組合。在實際應用中,我們通常購買進口的滾花輪,然后自行制作滾花刀,以滿足自動車床的需求。
滾花的加工操作要點
▲ 工件裝夾與安裝要點
在車床上進行滾花時,工件必須穩固裝夾,以確保受力均勻。安裝滾花刀時,要確保刀面與工件垂直,同時校準花輪中心與工件軸心的一致性。起始滾花至關重要,需要直接且有力地壓入工件,一氣呵成,避免停頓,以確保花紋的清晰度。
▲ 加工過程中的注意事項
在花紋滾清晰后,再開啟走刀,進行連續滾花。否則,可能導致花紋滾亂,影響產品質量。此外,充分潤滑是滾花過程中的必要環節,可使用機械油進行潤滑,同時需定期清除鐵屑,以保證花紋的清晰度。在自動車床上進行滾花操作時,需精心設計凸輪。當滾花刀接觸到工件表面后,應直接切入到規定的花紋底徑,并停留約10°~15°后立即退刀。若需走花,則應在切入花紋底徑后立即讓滾花刀橫向行走至規定距離,隨后同樣需立即退刀。否則,多停留的時間會導致刀痕產生,破壞花紋的表面形狀。對于壓網紋花的操作,若花紋寬度不超過滾花輪寬度,可直接使用網紋輪進行滾壓。若工件網紋超出花輪長度,則需采用復式輪進行走花處理。

微信客服
銷售總機:
029-87896410 87811091
總部地址:
西安市碑林區友誼東路334號測繪科技大廈B座404號
郵箱:
xalzm808@163.com
ICP備案:陜ICP備2021002497號 主辦:西安力正機械設備有限公司 Copyright2025 All Rights Reserved 傳真:029-87807599
技術支持:豐巢科技



